粉体行业在线展览
粉体行业在线展览




直接联系
开封市测控技术有限公司


面议
开封测控
10116
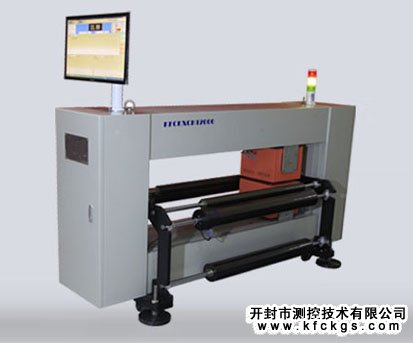
目前国内锂电池生产厂家大部分都采用国外进口β射线锂电涂布测厚仪,但由于环保部门的审批、监管等问题,给用户造成很多麻烦,导致设备交货期很长,再加上国外公司的技术服务也不能满足客户需求等问题,很多锂电池生产厂家还没有实现极片涂布的在线测量。
开封市测控技术有限公司是***高新技术企业及双软认证企业,凭借着其二十多年专业从事高端核仪器仪表研发的优势及经验与中国原子能科学院合作并研发成功了X射线高精度锂电涂布在线测厚仪系统产品,由于使用X光机代替了β放射源,精度及多项指标均达到了进口投备的水平,是国内锂电涂布在线测量与控制的理想设备。该系列产品应用广泛,不仅适用于测量电池极片,还可应用于薄膜、无纺布、塑胶、造纸等行业领域。
组成
在线测厚仪由X射线发生器,X射线接收器,伺服扫描驱动机构,控制箱,本地人机界面(触摸屏工业平板电脑),远程人机界面(触摸屏),误差调节步进电机执行机构。控制箱内装隔离电源、伺服驱动器、步进电机驱动器、PLC数据处理控制器。
功能
◆ 本地、远程显示。显示实时厚度,一个扫描周期内**厚度、*小厚度、平均厚度、厚度偏差。显示扫描区间实时厚度住转图。
◆ 可扫描区间设置。
◆ 可设置扫描宽度。
◆ 可设置扫描速度。
◆ 位移传感器故障自动报警
◆ 自动误差调节:根据设定调节阈值和连续超差扫描周期数自动调节压辊间隙,实现误差调节。
◆ 手动误差调节:人机界面直接进行数字调节,调整压辊间隙。
◆ 数据记录、查询:对每个扫描周期厚度数据以时间顺序进行记录和查询。
技术参数
● 管电压:6kV~8kV
● 管电流:200µA
● 重复性误差:0.3%
● 零位稳定性:24h漂移不大于0.25‰
● **扫描区间:30
● 测零扫描数,**1500
● 厚度测量范围:100~350g/m2。
● 测量精度:普通型:3‰;高精型:1‰。
● 扫描速度范围:0.02~0.25m/s
● **扫描宽度:1200mm
● 控制压辊*小调节间隙:0.0025mm
● 上电进入稳定态时间:2h
● 供电电压:AC220V,功率1.5kW
安装
测厚仪本体安装:根据选型设备选择安装位置,将测厚仪本体运至安装位置,用螺栓将测厚仪固定在测厚仪底座,调节底座高低及位置使其满足测量要求。
远程人机界面安装:远程人机界面为本安型触摸屏,远程现场(非测厚仪本体处)选择好安装位置,通过触摸屏的安装架安装孔将人机界面固定。远程人机本安电源由测厚仪本体提供,接到测厚仪控制箱接线端子本安电源端。通讯为485通讯,接到测厚仪控制箱接线端子远程通讯端。
误差调节执行机构安装:误差调节执行机构为2只2相步进电机。按照接线图进行接线。(见执行机构接线图),接线完毕后,通过远程人机界面的手动调节功能测试空载(联轴器脱开)检测步进电机运行是否正常。将控制模式改为手动,手动调节量设为5,按一下”+”按钮,”+”按钮由红色变为绿色,再按一下“手动调节”按钮,2只步进电机同时转动,方向相同。按一下”-”按钮,”-”按钮由红色变为绿色,再按一下“手动调节”按钮,2只步进电机同时转动,方向相同,与刚才方向反。手动调节“+”或者“-”步进电机转向必须与压辊间隙加大或者减小一致,否则A、B相接线对调。
接电源。将AC220电源引入控制箱接线端子N、L端。
操作说明
电源开关:包括控制箱面板钥匙开关和箱内空气开关,两个开关同时打开接通电源,关闭任何一个,设备电源关闭。
本地人机界面开启:本地人机界面为工业触摸屏平板电脑,开关位于机身侧面(打开控制箱们即可看到),按一下启动。
启动扫描:按一下控制箱面板启动扫描按钮,X射线发生器和接收器开始同步扫描运动(启动扫描前先正确设置扫描参数)。首先反向(朝向控制箱方向)慢速运动,到达反向限位(内部限位开关)停止,然后正向(背离控制箱方向)、反向扫描往复运动。每完成一次正向或者反向扫描则为一次扫描。
停止扫描:按一下控制箱面板停止扫描按钮,扫描运动停止。
测零:首先停止扫描,本地人机转到系统参数屏。检测设定测零扫描数,*小值2,设定值为2的倍数。根据测量工况确定测零扫描数。按一下测零按钮,指示灯变为绿色。启动扫描,当扫描正向开始时,测零开始进行,进度条开始增加,进度条满,测零完毕,测零指示灯变红色,测零结果显示在新零位信号处。连续测零2次,零位信号误差在0.5‰内,点击“确认”零位按钮,零位信号更新,测零完毕。
标定:测量对象厚度变化在5%以内可用简单线性标定,超过5%采用多项式标定。
自动误差调节。自动误差调节涉及到三个参数,在本地人机界面设置:调节阈值、调节系数、连续超差扫描数。调节系数为1%误差调节对应的手轮调节角度,调节阈值为允许的平均误差范围,即超过此值要进行调节;扫描一次形成一个平均值,与调节阈值比较,超差次数达到连续超差扫描次数则进行自动调节。厚度大则自动减小压辊间隙,厚度小则自动加大压辊间隙。自动误差调节压辊间隙变化值显示在本地人机界面上。自动调节在自动模式下进行。按一下“调节模式”按钮进行模式切换,本地人机及远程人机都可进行切换。红色为手动模式,绿色为自动模式。
手动误差调节:通过远程人机直接调节压辊间隙。通过“+”“-”按钮控制加大间隙和减小间隙,具体值通过“手动调节量”设置,每个调节单位为0.0025毫米。将调节模式改为手动,及模式指示灯为红色。根据测量误差确定压辊间隙调整量,点击“手动误差调节”按钮一次则调节一次。
速度设定(出厂设定0.05):在本地人机界面系统参数屏进行。在系统参数栏选中速度设定数据框,数据框变为红色,修改参数栏标题变为速度设定,在修改参数栏数据框中置入所要修改的速度值,然后点击“修改”按钮,所设定数据显示在系统参数栏的速度设定数据框,完成设定。
扫描边界确定:停止扫描,本地人机切换到系统参数屏。手动拖动X发生器和接收器,靠近控制箱侧为左侧,另一侧为右侧。根据测量对象确定扫描到达左、右侧的位置,同时记录所对应的当前位移值。根据记录值设定扫描左、右边界。
**值、*小值、标准值:测量对象厚度的合格品的**值、*小值、标准值,标准值用于计算平均偏差及误差调节,**值、*小值用于标记厚度柱状图颜色。低于*小值为红色,在*小和**之间为绿色,高于**为红色。
报警:位移传感器故障时,失去扫描位置控制功能,扫描将达到正向或者反向限位开关位,这时将会故障报警,停止扫描。需要处理故障,完好后,先进行故障复位才能启动扫描。
软件操作
本地人机:预装Windows XP系统,软件开机自动启动,通过COM2口与PLC连接。
系统参数界面如下:
系统参数界面包括:动态参数、系统参数、开关量等数据。
调整系统参数,点击相关项目,该项目变为红色,
点击确认,修改的数据会显示在修改参数中,点击修改按钮,该参入写入PLC。
测零开始时,测零状态进度条会显示测零状态是否结束。
实时数据
点击实时数据按钮,进入动态参数界面
左侧柱状图分别显示上一个扫描周期厚度值和当前扫描周期厚度值,低于厚度下限,柱状图为红色,高于厚度上限,柱状图为绿色,界于厚度上限与下限之间的数据,柱状图为绿色。
右侧为实时显示的动态数据。
历史记录
历史数据存放在:C:\record\OldData中,按年月日不同创建不同的文件夹放置。
历史数据*多保存六个月,超出时间的文件,程序自动删除。
例如:2015年1月22日的历史数据,存放在C:\record\OldData\2015\102路径中
查询历史记录,选择相应的数据文件,可通过调整左上角的日期,查询不同时间的历史记录
打开该文件后,显示该时刻历史数据。
远程人机:
左上侧柱状图显示上一扫描周期厚度值,左下侧柱状图显示当前扫描周期厚度值,低于厚度下限,柱状图为红色,高于厚度上限,柱状图为黄色,界于厚度上下限之间的数据,柱状图显示为绿色。
故障及维护
每3个月进行一次注油:直线轴承4处。球面轴承6处。
每月进行一次传感器除尘,吹风机对发生器与接收器之间的通道进行吹风,清除落在接收器表面的灰尘和纤维。
每月进行一次测零,防止由于零位漂移造成的测量误差。
测量误差正反较大时,需要检查发生器、接收器正反扫描时是否同步位移。停止扫描,手拖动发生器正反位移,看接收器是否同步运动,如果不同步运动,需要卸下上、下罩在控制箱侧对同步带轮紧定螺钉进行紧固。
故障报警后,检测位移传感器。手拖动发生器正反扫描运动,反向到底当前位移值约为0,正向到底当前位移值约在1000,并且逐渐增加或者逐渐减小。否则位移传感器故障,需要更换位移传感器。
Empyrean
LHTG/LHTM/LHTW
Hydrolink
ReactRaman 785
3H-2000A
D70
UNI800B
Autopol I
电磁波波谱浓度仪
Tunable PowerArc
SN210C/310C/510C, SQ510C/810C


