粉体行业在线展览
粉体行业在线展览




直接联系
莱元科学仪器(北京)有限公司



德国
面议
2566
全自动的孔隙率分析系统符合大众VW50099,VW50097和VDG-Merkblatt P 201标准规定.在VW 50097-D4 和更小的气孔率要求时,参考面的评定结果显示出了一种特殊情况。只要每次评定的参考面的尺寸大于(3×4)mm2 的矩形尺寸,待评定参考面的任一部分区域中(部分区域的尺寸同样为(3×4)mm2)的气孔损失面不能大于4%。评定气孔级别F 的表面时,应借助合适的标准尺寸(比较尺寸)(测量放大镜、游标卡尺、钢尺)或者标准模板进行。所用辅助器具的分辨率应与测量作业相适应。
只要当前有效的图纸和其他同时有效的标准没有其它不同规定,评定单个气孔的尺寸时应总是以相应的比较直径为基准。
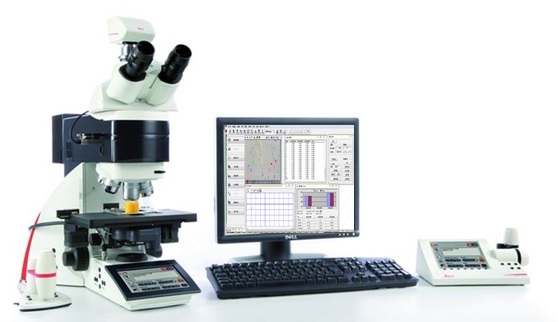
全自动的孔隙分析系统主要用于分析铝合金和铸铁的铸造孔隙分析;同时也适用于其他材料的孔隙分析。系统由多种自动控制部分组成。包括:光学显微镜、3 轴电动台(支持多种高精度电动台)、电动转盘控制器、自动拍照系统、全自动孔隙分析软件等。全自动的检验分析过程:自动扫描整个试样、自动拍照,孔隙自动识别、统计、分析,自动孔隙分析、自动生成专业分析报告。
试验方法应按照图纸上的要求确定,不受铸件载荷类型的影响。
——气孔级别S 在一个表面光洁度Rz≤25 的磨片上进行试验;
——气孔级别D 在一个金相抛光磨片上进行试验;
——气孔级别F 在一个按照图纸加工的功能面上进行试验;
——气孔级别G 使用X 射线进行X 射线检测。
图纸上附加的要求和数据也同样具有约束力。
所有气孔级别中的数据都是以一个所谓的参考面为基准的。该面的测定原则在所有的气
孔级别中都是一样的。
允许的参考面的几何形状
在选择相应的参考面的时候,只允许下面三种几何形状:
——正方形;
——圆;
——三角形。
这些几何形状是一般表面几何形状的特殊形式。
系统由多种自动控制部分组成。包括:光学显微镜、3轴电动台(支持多种高精度电动台)、电动转盘控制器、自动拍照系统、全自动孔隙分析软件等。
全自动的检验分析过程:自动扫描整个试样、自动拍照,孔隙自动识别、统计、分析,自动孔隙分析、自动生成专业分析报告;
自动扫描样品 Auto Scan,Support Multiple Scanning Area
支持多种扫描方式:矩形区域、圆形区域等;满足各种应用需要;
自动拍照、视场自动定位 Automatic Camera and Field Position
采集过程自动拍照、照片自动保存,进度状态实时可见;照片信息存入数据库,方便查询;
提供视场图片浏览功能,可以实现视场定位回溯、重新拍照等功能。
符合德国大众VW 标准/PV 标准的汽车行业用金属铸件孔隙率测定系统。操作简单,测量结果准确、可靠。支持大众PV6097/VW50097/宝马/奔驰/通用等厂家检验标准。可以根据用户特殊要求自定义检查分类数据,很好的兼容厂内标准、自定义标准等情况。支持定义技术规格,输出评价结果。
孔隙自动识别与分类Particles Automatic Identification and Classification
系统自动识别孔隙、自动统计孔隙参数、自动判断*恶劣孔隙位置大小。测量结果包含孔隙含量、**孔径、*小孔距等参数。支持铸铝、铸锌、铸铁等材料孔隙分析,支持石墨筛选或含量扣除,自动祛除铸铁中石墨对测量的影响。
专业的孔隙分析报告,支持报告的个性化设计。
大件铸铁试样一次性扫描分析 PV 6097:2007 标准 检验统计报告示例:
孔隙率检查报告 PorosityInspectionReport | ||||||||
设置(Settings): | ||||||||
零件编号 PartNumber | A0001 | 技术规格 Specification | VW50097-D5/1/A0.5 | |||||
放大倍数 Magnification | 50X | 标尺[μm/Pixel] Calibration | 2.0747um/pixel | |||||
结果(Results): | ||||||||
试样部位 TestPosition | 气孔率[%] PorousArea | **孔隙尺寸[mm] Max.Poresize | *小边缘距离[mm] Min.EdgeDistance | 说明 Remark | ||||
Position1 | 3.7 | 0.90 | 0.01 | VW50097-D5/1 | ||||
Position2 | 7.8 | 1.39 | 0.00 | VW50097-D10/1.5 | ||||
Position3 | 3.8 | 0.91 | 0.00 | VW50097-D5/1 | ||||
A500

BL-GHX-VK
PicoFemto扫描电镜原位高温拉伸台
InSight 软包电池透射X射线衍射仪
SuperSEM N10
SLS-LED-80B
Lyza 3000
在线浊度计
SCI300
ZEUS
LS-100 PRO
Apreo ChemiSEM


